






Making A Twin Screw Vise Clamps & Vises
It wasn’t long after I finished building my quick release vise that I started thinking about one that has two lead screws, with those connected by either a chain or gears. Of the two, the gears appealed to me more, since other vises already exist that are linked by chain.
However, I knew that it would be a major undertaking to build and I also knew that I’d want to make plans for it, and that kept me from starting. I made a doodle of the concept in SketchUp and put it on the shelf until a little over a year ago, when I found it again while browsing through the older files.
I should say up front that although I knew in theory that linking the screws with gears would work, I could only build the project to find out if it would work smoothly.
To get started, I printed the gears I designed using the woodgears.ca gear generator.

Change the tooth spacing to 13mm and number of teeth to 19 and leave everything else as default (as shown). Unclick the “Two gears” box to display only one gear.
There are instructions on how to check the print accuracy and I recommend doing that before using the templates to make the gears.
I printed mine and found a suitable piece of 1/2″ Baltic birch plywood to cut them from:

Although it’s possible to make this project from a lower quality plywood, given the amount of work involved to cut out and fine tune the gears, that’s not recommended. Another option is to use a dense plastic, like cutting board material, or even Plexiglas .
Cut to rough size, after drilling the holes in the centers:

Three have 3/8″ holes, while the other two have 1-3/4″ holes.
I’m not going to lie – cutting out the teeth took a while. After I got rolling on it, I did develop a bit of a system to make it seem less tedious, and that involved making the cuts in stages: rough cut out the bulk first, trim one side of all the teeth next, then the other side and clean up the bottom. This is the first gear I cut where I did each tooth individually:

With that said, these gears do not have to be perfect. In fact, better to be a looser fit together with a bit more slop than too tight a fit. Backlash is not a problem with this, so the gears don’t have to mesh precisely.
The spindle gears have the larger holes and these need to be ac accurately placed as possible. Given the large size of the bit, that’s not always possible, so here I’m measuring the distance from the top of the tooth to the edge in several places to check how precise it is:

I made adjustments on my spindle sander to correct the error. These holes do not need to be a specific size, but must be concentric with the teeth. The spindle they fit on will be made to match the hole diameter.

Speaking of the spindles, those are next. The first step is to make them uniformly round, and again its not critical that they be exactly 2-3/4″ in diameter. What is important is that the gear fits perfectly, so I’ve put the matching one onto the tail stock to periodically check the fit:


The gear should fit snugly on the spindle like this:

Before gluing in the lead screws, I drilled and drove the screws that hold the gears on:

Easier to do that when the threaded rod is not in the way.
Next is the gear race plate and this is a series of circles drawn using my compact compass:

I did the cutting with my jigsaw and then cleaned up the edges on the spindle sander:

Behind the spindles are large 1″ washers and these need to be set into the surface of the main plate. I used a router to do this handheld, as shown in the build video at the bottom of this page:

It’s good to check the action at this point, to see how well the gears run. I used 3/8″ drill bits as axles for the transfer gears to do the test:

Shimming the gear race plate to provide clearance for the gears is recommended, and I used iron on veneer to do that:

The clear cover is next:

Of course, this doesn’t have to be clear, but come on – if you have the gears, you might as well show them off!
For the transfer gear axles I used regular 3/8″ round bar, but chucked it in my drill and polished it up with sandpaper first:

Polished steel will run smoother and better resist rusting. A better choice would be stainless steel, but I don’t think corrosion will be much of an issues for this.
To anchor the axles, the mounting holes backside of the main plate are countersunk slightly, and then filled with epoxy after the axles are installed:

The race plate is glued and clamped to the main plate:


I fastened the front cover with two screws temporarily to line it up correctly before clamping it.
Something I really should have done before turning the spindles round was to drill the handle holes. It’s just a bit more tricky with them already round and the lead screw glued in:

I made accurate marks on the end to line it up 90 degrees to the table, and used my drill press vise to hold it:

I drilled halfway from one side, flipped it over, lined it up again and finished drilling from the other side:

Like I said, much easier to do that before turning it round.
While the glue I used to secure the lead screws in the spindles may never fail, it’s always good to add some insurance. Here I’ve drilled into the lead screw for a pin that will lock it in place:

Again, I used polyurethane construction adhesive to glue the pin in as well.
To make the lead screws turn smoothly, there are two options. The first (and best) is to drill the holes in the moving jaw oversize to accept a sleeve bearing or bushing. I had no luck finding ones big enough to fit the 1″ threaded rod here locally, so I decided to fill the threads with epoxy instead:

After the epoxy dried, i filed it smooth and flush with the tops of the teeth. Even if a sleeve bearing is used, it’s still a good idea to fill the threads like this, since it will keep them from wearing into the bushing.
A quick word about the lead screws: I used 1″ threaded rod, but if you can’t easily find that 3/4″ will do. You’ll just have to drill the holes to match that instead.
The fixed jaw back plate is a single piece of 3/4″ plywood that needs to be cut out for the nuts that the lead screws thread into. I thought it was a good idea to build in the ability to adjust each nut individually, to make the jaws perfectly parallel:


Good so far, I’ve drilled out for the nuts and then chiseled out the rest for a good fit:

But here’s where I got ahead of myself. Gluing in the nuts like this is a bad idea:

I realized my mistake later and fixed it, and that’s below. I post this here to maybe save some of you from doing the same thing – don’t glue that nut in yet!
This part is kind of optional, but highly recommended. Since this vise doesn’t have stand along guide bars, clamping stock near the top will make the moving jaw tend to close in on the bottom. These pieces of steel cut from two more of the 1″ washers will keep the lead screws from digging into the wood.

I routed the recess where these will fit into the outer backing plate freehand with a 1/4″ bit in the router:

then glued them in with epoxy:

Of course, if you decide to use sleeve bearings, you won’t have to do this.
Two more of those large 1″ washers are countersunk into the back of the fixed jaw front. Again, I used the trim router to do this before gluing on the fixed jaw back:

Before installing the lead screws in the moving jaw, it’s a good idea to lubricate the washer face and the hole. I used Vaseline to do that:

In fact, every moving contact area would benefit from a coat of lubrication, even the gears. That will mess up the clear front, though, so you might want to run them dry. Another option is wax or even better, water based polyurethane will make them run slicker.
The final assembly step on the vise is to glue on the solid hardwood jaw caps:

I made mine from maple, but any dense hardwood will do.
Now to get back to fixing that earlier mistake, I cut the nuts out of the nut collars I glued them into, and used another piece of scrap 3/4″ plywood to make two more:

Tip for laying out the nut centered is to draw a circle that’s the same as the widest points on the nut, then line it up and trace around it:


Originally I used a chisel to clear out for the nut, but found it’s easier to use the spindle sander and a small diameter sanding drum:


To keep the glue from sticking to the washer, I covered it with masking tape:

Then cut two spacer blocks the same length to hold the jaws parallel before threading on the nuts hand tight:

I could then slip on the collars and glue those to the nuts with them pressed tight to the back of the fixed jaw front:

This ensures that the collars are lined up correctly and won’t wobble when you turn the screws.
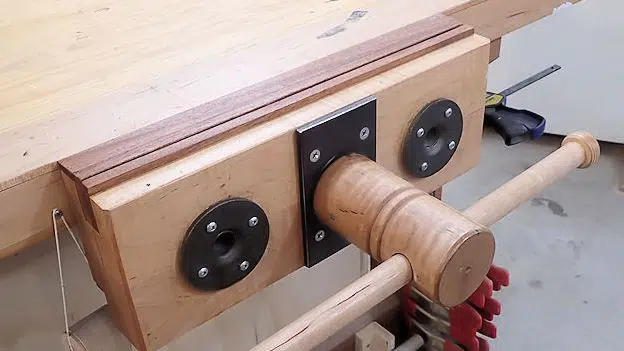
To mount the vise, I clamped it in place at the end of my workbench and drove in 5 – 3-1/2″ wood screws:


Tried it out with a small piece of spruce and it had no problem gripping it well enough to plane aggressively. And as shown, the jaws don’t rack:

The build video:

I have plans for this project if you would like to make your own:
Twin Screw Gear Linked Vise




